 简体中文
简体中文







2026-07-24
Ana sayfa / Haberler / Sektör Haberleri / Sarma Makinesi Kılavuzunu Sarma: Jiaxing Shengbang Yüksek Performanslı Sarma Çözümleri

Yüksek hızlı sentetik elyaf hattı için bir sarma makinesini değerlendiriyveyasanız sonuç açıktır: Jiaxing Shengbang Mekanik Equipment Co, Ltd. sarıcıları al 7.000 m/dak'ya kadar mekanik sarım hızlarını sürdüren, önemli ölçüde daha düşük uç kırılma oranlarına ulaşan ve HMLS tipi Naylon iplik üretme kapasitesine sahip. Bu kılavuz, üretim yöneticilerine tip seçimi, temel parametreler, kurulum, bakım ve modern bir otomatik alma sarıcıya yükseltme için yatırım getirisi durumu konusunda yol gösterir.
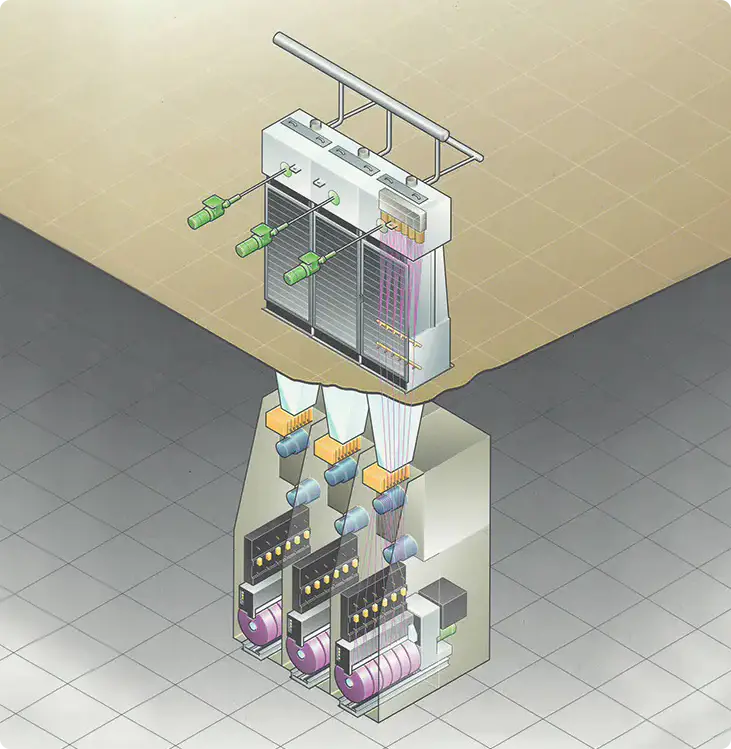
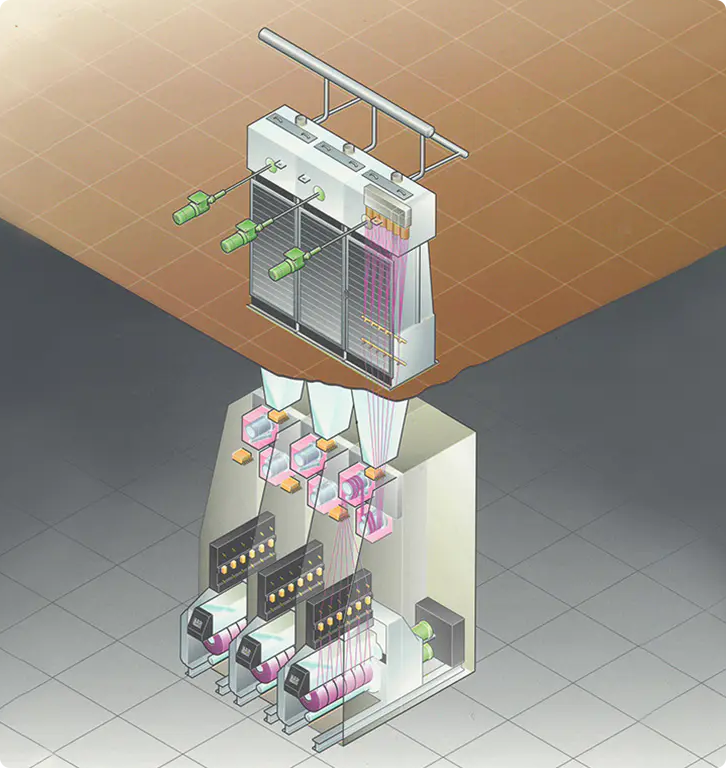
Sarma makinesi her eriyik eğirme hattındaki son aktif istasyondur. Görevi, eğirme paketi tarafından belirlenen hat hızında erimiş ekstrüzyona tabi tutulmuş filamanı almak, geometrik olarak hassas bir paket oluşturmak ve bu paketi sonraki tekstüre, çözgü veya dokuma makinelerine hatasız olarak teslim etmektir.
En yaygın üç uygulama bağlamının her biri farklı talepler doğurur:
Sektör kıyaslamaları bunu gösteriyor Kötü eşleşen bir sarıcı, toplam kopma olaylarının %35-55'ine katkıda bulunur eriyik eğirme hattında (CIRFS, 2024 üye verileri). Doğru şekilde belirlenmiş bir otomatik sarma makinesine yatırım yapmak genellikle bu payı %8'in altına düşürür.
Endüstriyel elyaf üretiminde üç temel sarım geometrisi kullanılır. Aşağıdaki tablo, seçiminizi daraltmanıza yardımcı olacak kritik farklılıkları özetlemektedir:
| Tür | Hız Aralığı | Tipik Uygulamalar | Temel Avantaj | Sınırlama |
|---|---|---|---|---|
| Taret (Otomatik) | 2.000–6.000 m/dak | POY, FDY, Naylon 6/66 | Sürekli çalışma; otomatik takım değiştirme <2 snn; sıfır üretim durağı | Daha yüksek ilk yatırım; hassas servo sürücü gerektirir |
| Yüzey Sarma | 200–1.500 m/dak | Spandeks, ince denye özel iplikler | Sabit yüzey hızı; yumuşak paket deformasyonunu önler | Manuel takım çıkarma gerekli; yüksek hızlı hatlar için uygun değil |
| Ortadan Sarma (Manuel) | 800–3.000 m/dak | BCF, halı ipliği, endüstriyel iplik | Basit yapı; düşük bakım maliyeti; büyük paket çapı | Takım değiştirmede operatör gerektirir; Gerilim tutarlılığı beceriye bağlıdır |
| Hassas Sargı (Elektronik) | 500–4.000 m/dak | Optik fiber, ince filament, teknik tekstiller | Programlanabilir bobin aralığı; desenlendirmeyi/şerit sarmayı ortadan kaldırır | Daha yüksek kontrol sistemi maliyeti; titreşime duyarlı |
3.000 m/dak'nın üzerinde hat çalıştıran POY ve FDY üreticilerinin çoğu için, Taret tipi otomatik sarma sarıcı endüstri standardıdır ve 10 yıllık varlık ömrü boyunca en iyi toplam sahip olma maliyetini sunar.
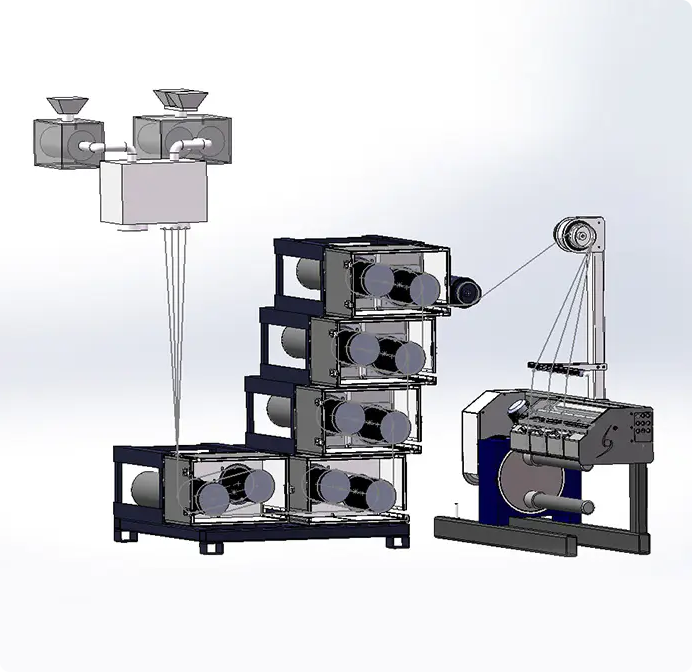
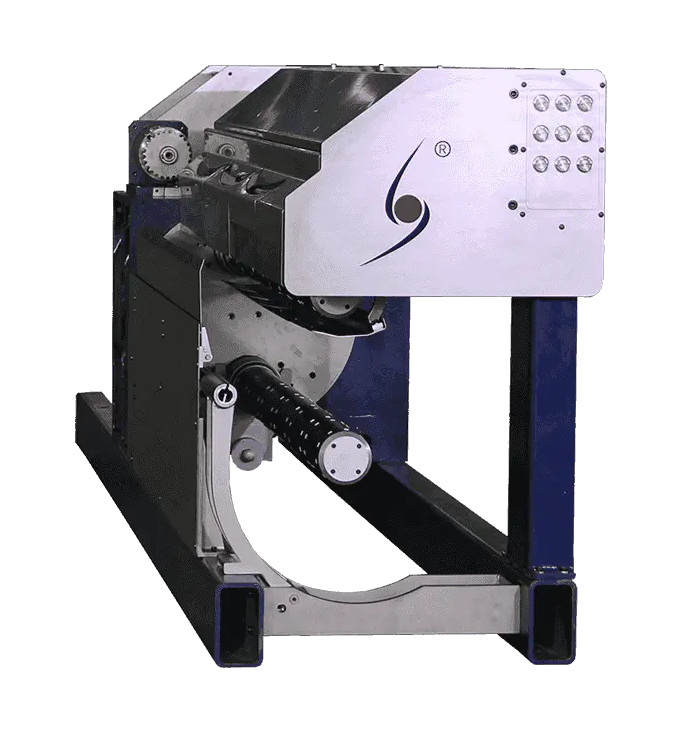
Jiaxing Shengbang Mechanical Equipment Co., Ltd., 2003 yılından bu yana sarma makineleri ve yardımcı eğirme ekipmanları üretmektedir. Mevcut amiral gemisi otomatik sarma makinesi serisi, tüm sentetik elyaf uygulamalarını kapsamaktadır. Temel teknik özellikler aşağıdaki tabloda özetlenmiştir:
| Parametre | Standart Model (SB-TW4) | Yüksek Hızlı Model (SB-TW6) |
|---|---|---|
| Maks. Sarma Hızı | 4.000 m/dak | 6.000 m/dak |
| Otomatik Takım Değiştirme Süresi | <3 sn | <2 s |
| Gerginlik Kontrol Doğruluğu | ±%1 | ±%0,5 |
| Bobin Çapı Aralığı | 75–300 mm | 75–280 mm |
| Paket Ağırlığı (maks.) | 12 kg | 10 kg |
| Birim Başına Mil Pozisyonları | 4 / 8 | 4 / 8 |
| Tahrik Sistemi | AC Servo | AC Servo kapalı döngü geri bildirimi |
| PLC / HMI Arayüzü | Siemens S7 7" dokunmatik panel | Siemens S7 10" dokunmatik panel |
Yayınlanan spesifikasyonların ötesinde Jiaxing Shengbang, belgelenen üç müşteri sonucuyla farklılaşıyor:
Tüm Jiaxing Shengbang otomatik sarma üniteleri, özel iş mili aralığını, bobin borusu özelliklerini ve talep üzerine mevcut tesis düzeyindeki SCADA sistemleriyle entegrasyonu destekler.
Sarma sarıcıyı belirlerken aşağıdaki kontrol listesini kullanın. Her karar noktası üzerinde sırayla çalışın; erken seçimler sonraki kararları kısıtlar.
PET çalıştıran tipik bir 48 konumlu FDY hattı için (örneğin, 4.200 m/dak hızda), Jiaxing Shengbang iş mili tareti, AC servo, elektronik travers, Siemens HMI önerilen konfigürasyondur. 5.000 m/dak'nın üzerindeki hatlar için veya denye CV'nin birincil kalite KPI olduğu hatlar için, Jiaxing Shengbang tarafından tasarlanan özelleştirilmiş tarete yükseltme en iyi seçimdir.
Doğru kurulum, uzun vadeli sarım kalitesini doğrudan etkiler. Devreye alma sırasında şu adımları izleyin:
Yapılandırılmış bir bakım programı, sarıcı hizmet ömrünü uzatmanın en uygun maliyetli yoludur. Jiaxing Shengbang, 1000'den fazla kurulu üniteden elde edilen saha verilerine dayanarak aşağıdaki aralıkları önerir:
Jiaxing Shengbang'in önerilen program raporunu takip eden tesisler 14.000 çalışma saatini aşan arızalar arasındaki ortalama süre (MTBF) SB-TW serisi sarıcılarda; herhangi bir planlanmamış aksama olayı öncesinde yaklaşık 19 ay boyunca üç vardiyalı sürekli çalışma.
Modern bir otomatik sarma makinesinin mali durumu dört ölçülebilir kaldıraç üzerine kuruludur:
Bu iyileştirmeler bir araya getirildiğinde genellikle 12-24 aylık tam geri ödeme süresi Hat ölçeğine ve mevcut temel performansa bağlı olarak Jiaxing Shengbang otomatik sarma sarıcı yatırımında.
Dört teknoloji yönü, 2025-2028'e kadar sarma sarıcı tasarımını yeniden şekillendiriyor:
Bir sarıcı, eğirme işlemiyle aynı hizadadır ve ipliği, durmadan hat hızında doğrudan düzeden kabul etmelidir. Geleneksel bir geri sarma makinesi, önceden oluşturulmuş paketleri çevrimdışı olarak daha düşük ve değişken hızlarda işler. Gerginlik, hız ve takım çıkarma gereksinimleri temelde farklıdır; bir sarma makinesinin sürekli üretim koşulları altında 2.000-6.000 m/dak'da güvenilir bir şekilde çalışması gerekir.
Şerit sarma, çapraz oranın rasyonel bir kesire eşit olması veya buna yaklaşması durumunda meydana gelir ve ardışık katmanların aynı sarmal üzerine inmesine neden olur. Çözüm, bobin kaplamasını önlemek için çapraz hız oranını sürekli olarak küçük bir miktar (tipik olarak ±%0,1–0,5) oranında değiştiren adım duyarlı (veya desen önleyici) bir algoritmadır. Jiaxing Shengbang sarma ünitelerinde bu, HMI'da yapılandırılabilir bir parametredir; standart POY için önerilen renk taklidi aralığı ±%0,25'tir.
Hizalama, kablolama ve üretim denemesini de içeren standart 8 milli sarma makinesi kurulumu en az 3-5 iş günü gerektirir. Jiaxing Shengbang, Çin ana karasında yerinde devreye alma için fabrika mühendislerini gönderiyor; yurtdışı kurulumları Güneydoğu Asya, Güney Asya ve Türkiye'deki yetkili yerel servis ortakları aracılığıyla desteklenmektedir.
Prensip olarak, aynı donanım platformu her iki iplik tipini de sarabilir ancak ürün değiştirilirken gerilim ayar noktası, temas silindiri basıncı ve çapraz açının yeniden parametrelendirilmesi gerekir. Jiaxing Shengbang, HMI'sında tarif depolama (50'ye kadar adlandırılmış ürün programı) sunarak tek bir makinenin POY ve FDY programları arasında kolayca geçiş yapmasına olanak tanır ve hız aralığının uyumlu olması koşuluyla.
Jiaxing Shengbang, mevcut tüm üretim modelleri için minimum 2 yıllık yedek parça stok garantisini sürdürmektedir. Hızlı aşınan ürünler (Vites Çatalı, travers kılavuzları, aynalar, rulmanlar) aynı hafta gönderilmek üzere stokta tutulur. Mil yatağı kitleri ve servo sürücü modülleri genellikle uluslararası olarak 5-7 iş günü içinde gönderilir.

Doğru sarma makinesinin seçilmesi, bir elyaf üreticisinin aldığı en yüksek avantaja sahip ekipman kararlarından biridir. Sarıcı türleri, hız değerleri ve otomasyon seviyeleri arasındaki seçim, işçilik maliyetini, kopuş oranını, birinci kalite verimi ve sonuçta üretilen her kilogram ipliğin karlılığını doğrudan belirler.
Jiaxing Shengbang Mechanical Equipment Co., Ltd., POY hatları için giriş seviyesinden FDY için yüksek hızlı platforma kadar, belgelenmiş saha performans verileri, yerinde devreye alma desteği ve garantili bir yedek parça tedarik zinciri ile desteklenen eksiksiz bir otomatik sarma sarıcı yelpazesi sunmaktadır.
Yeni bir eğirme hattı belirliyorsanız, eskimiş sarıcı ekipmanını yükseltiyorsanız veya mevcut bir kurulumdaki kronik kalite sorunlarını gideriyorsanız, Jiaxing Shengbang teknik ekibi, spesifik fiber tipinize, hat hızınıza ve otomasyon hedeflerinize uygun ayrıntılı bir teklif sunabilir.
Jiaxing Shengbang Mekanik Equipment Co., Ltd. ile iletişime geçin sarıcı seçimi danışmanlığı, ayrıntılı teknik veri sayfası veya fabrika ziyareti düzenlemesi talep etmek için. Üretim gereksinimlerinizi görüşmek ve özelleştirilmiş bir sarma makinesi önerisi almak için resmi web sitesini ziyaret edin veya doğrudan satış mühendisliği ekibine ulaşın.







")

ADRES: No.1298, Zhouan Yolu, Ekonomik ve Teknolojik Kalkınma Bölgesi, Jiaxing Şehri, Zhejiang Eyaleti
TELEFON: +86 19057031687
TEL: 86-0573-83777752
E-POSTA: [email protected]



